008615129504491

| Material | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Standard | ASTM F136, IS05832-3 |
| Dimensiune | (1,0~12,0) T * (300~1000) L * (1000~2000) L mm |
| Toleranţă | 0,05-0,2 mm |
| Stat | M, recopt |
| Starea suprafeței | Suprafață lustruită, personalizată |
| Rugozitate | Ra<3,2 µm |
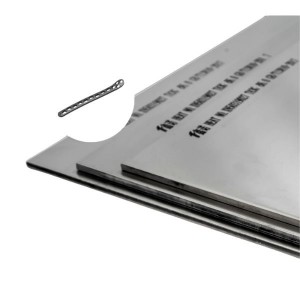
Detectare 100% a defectelor de suprafață .
Această parte a suprafeței de inspecție este primul proces din departamentul de inspecție. Bara este rotită constant pentru a verifica dacă există defecte precum crăpături și adâncituri care pot fi găsite pe suprafață. Dacă există defecte, acestea sunt marcate și apoi înregistrate în inventarul defectelor.
Instrument de măsurare a diametrului 100% în infraroșu. Măsurare precisă a diametrului și control strict al toleranței.
Pașii detaliați ai inspecției sunt următorii:
1. Înainte de începerea inspecției, tehnicianul de inspecție urmărește intervalul de toleranțe necesar și setează valori de avertizare.
2. Pentru a începe inspecția, fiecare bară este rotită uniform prin zona de inspecție, iar datele diametrului detectat sunt afișate pe instrument.
3. Când există un diametru supra sau sub, instrumentul de inspecție emite o alertă și bara este eliminată ca fier vechi sau lustruită de două ori pentru a reduce diametrul.
Inspecție 100% a rectilinietății.
Toleranța de rectilinietate este gradul de abatere a fiecărui punct de pe linie față de linie, cu o rectilinie cuprinsă între 0,3 și 0,5. Prelucrarea detaliată constă în plasarea unei tije pe suprafața unei platforme bine iluminate, tija se rostogolește înainte și înapoi, inspectorul privește în față și folosește o riglă de 0,2 mm pentru a detecta spațiul dintre tijă și platformă.
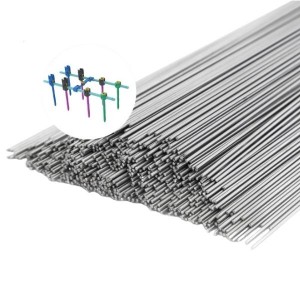
Detectare 100% a defectelor cauzate de curenții turbionari.
Bobina în care este plasat produsul inspectat în interiorul bobinei pentru inspecție este potrivită pentru detectarea barelor și sârmelor cu un diametru de 3-14 mm. Deoarece câmpul magnetic generat de bobină acționează mai întâi asupra peretelui exterior al eșantionului, efectul de detectare a defectelor peretelui exterior este mai bun, iar detectarea defectelor peretelui interior se realizează prin utilizarea penetrării, fără a se deteriora suprafața și performanța produsului.
Inspecție 100% cu ultrasunete.
Detectează în principal defectele metalurgice din interiorul produsului conform AMS 2631. Produsul este plasat într-o chiuvetă, iar instrumentul este utilizat pentru a testa produsul înainte și înapoi pe suprafață în timp ce se rotește, iar instrumentul este observat pentru a afișa dispozitivul, iar dacă valoarea de vârf devine brusc mai mare, atunci produsul nu este omogen intern.
Testarea proprietăților fizice, inclusiv rezistența la tracțiune, rezistența la curgere, alungirea A în 4D sau 4W min, reducerea ariei B min. Microstructură. A1-A5, Structurile interne au fost observate la microscoape cu mărire mare și mică pentru clasificarea microstructurii. Certificate de calitate și rapoarte de testare de la terți vor fi furnizate la cerere.
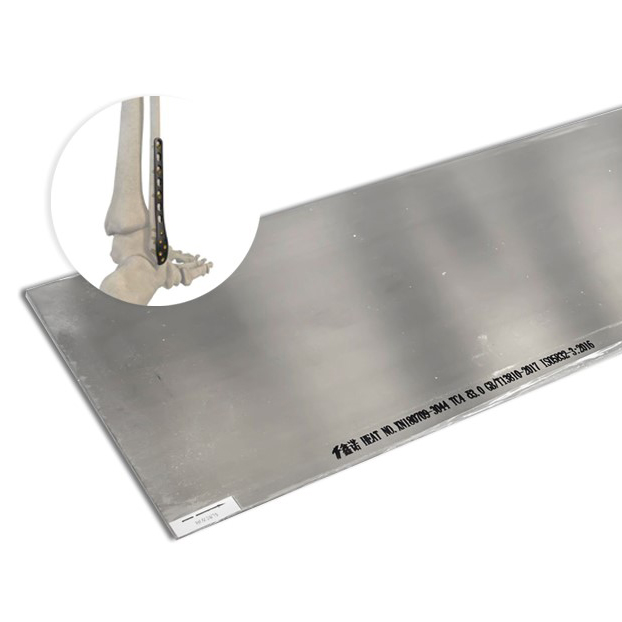
Compania noastră este specializată în producerea de produse din titan. Materialul are densitate redusă, dar proprietăți excelente, fiind utilizat pe scară largă în industria medicală. Și are aplicații considerabile în domeniile medicale: articulații, tratarea dinților, materiale pentru implantare medicală, instrumente chirurgicale etc. Nu ezitați să ne contactați pentru orice întrebări!